
JOFR坚丰智能电批的拧紧曲线是反映螺栓连接质量的核心数据图谱,通过实时记录扭矩、角度、转速等关键参数的动态变化,为工艺质量监控提供可视化依据。该曲线不仅能判定最终拧紧结果是否达标,更能精准定位装配过程中的异常环节。
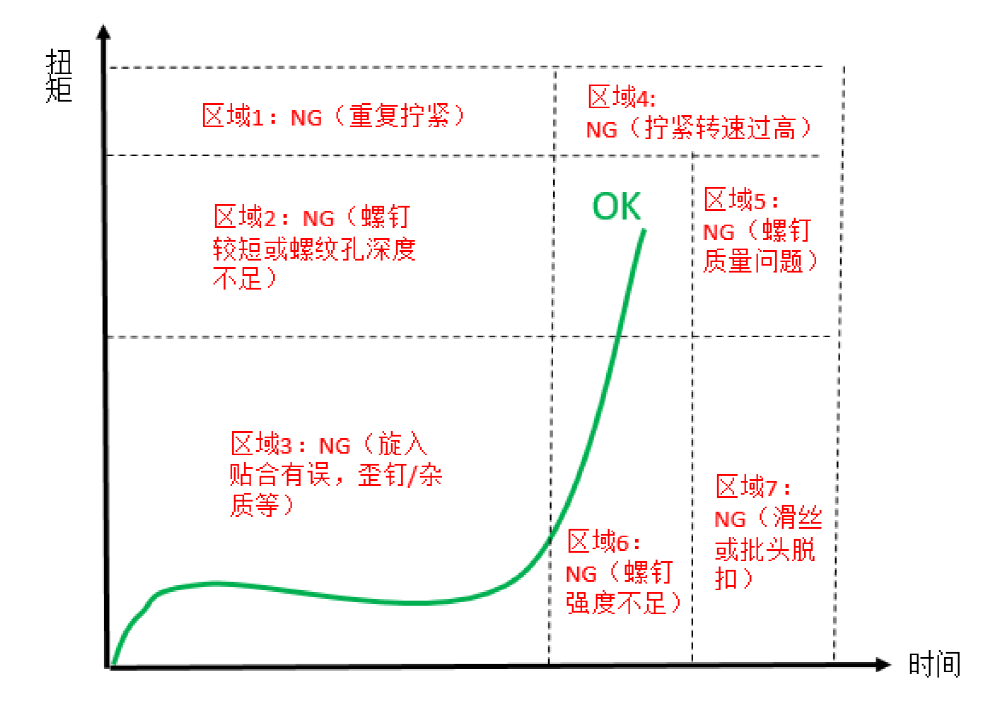
以下针对七种典型故障的曲线特征及诊断方法进行系统分析:
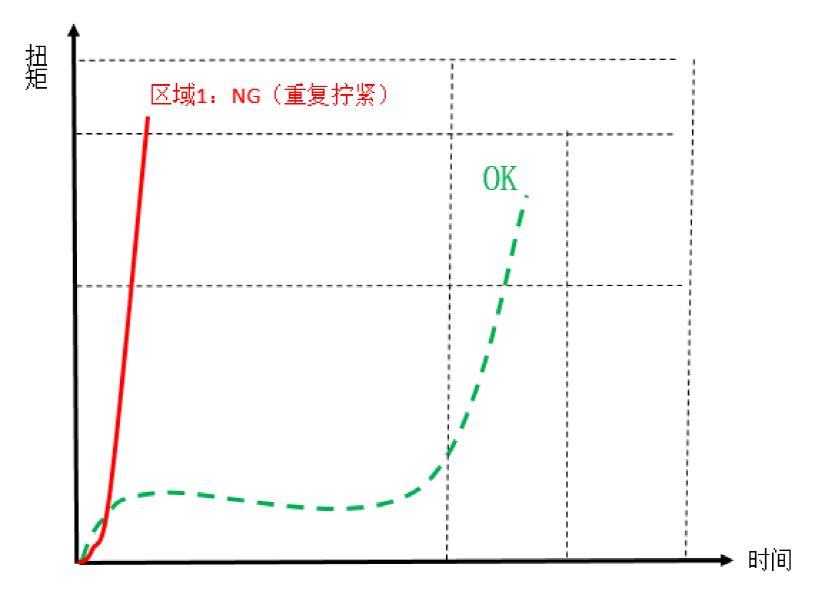
曲线特征:扭矩值在极短时间内呈现陡峭上升,缺失常规的缓升阶段
成因解析:批头重复作用于已紧固螺栓,其扭矩爬升速率受批头材质和结构参数直接影响
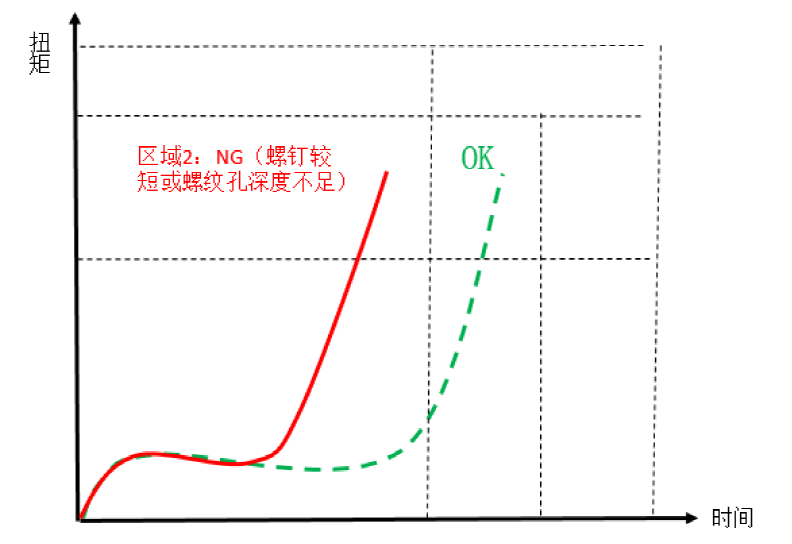
曲线特征:整体曲线形态与正常拧紧相似,但时间坐标轴明显左移
故障诱因:
- 螺钉有效旋合长度不足
-
螺纹孔深度不符合设计要求
- 工件表面存在装配干涉
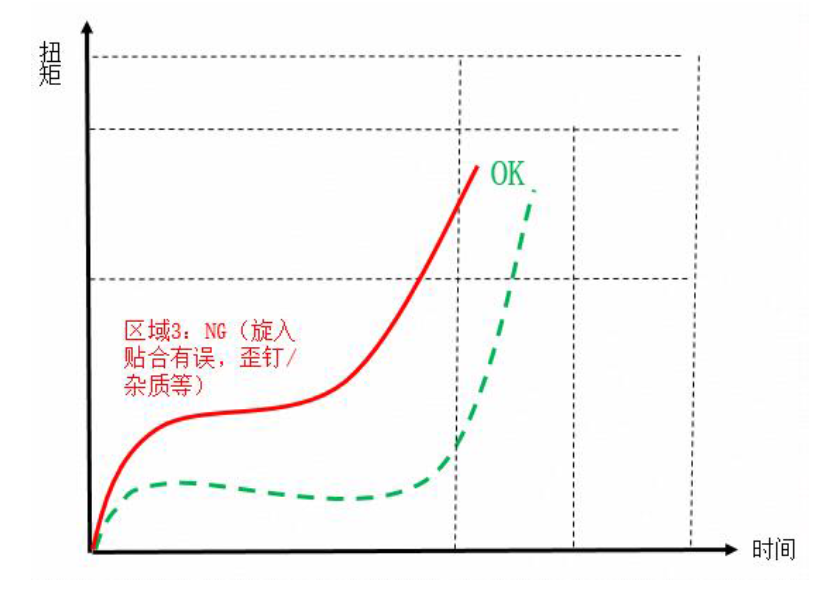
曲线特征:未经历正常贴合过程(区域6),直接从区域2进入OK域
可能成因:
1.
螺纹系统异常:镀层脱落、杂质污染、摩擦系数异常
2. 装配对位问题:螺钉规格错误、连接件不对中
3. 工件缺陷:螺纹超差、表面平整度不足
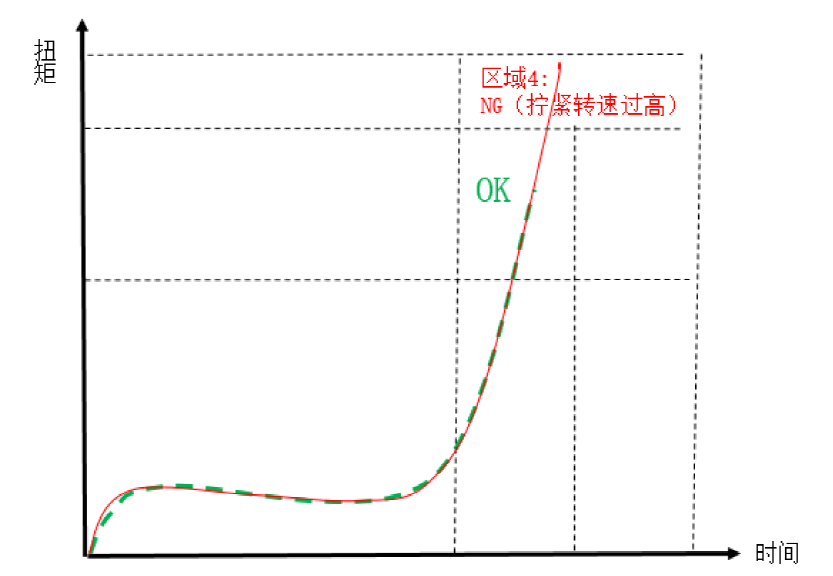
曲线特征:扭矩过冲超出合格区域
解决方案:
- 优化转速参数:降低终拧阶段转速
-
调整角度设定:为终拧预留足够行程余量
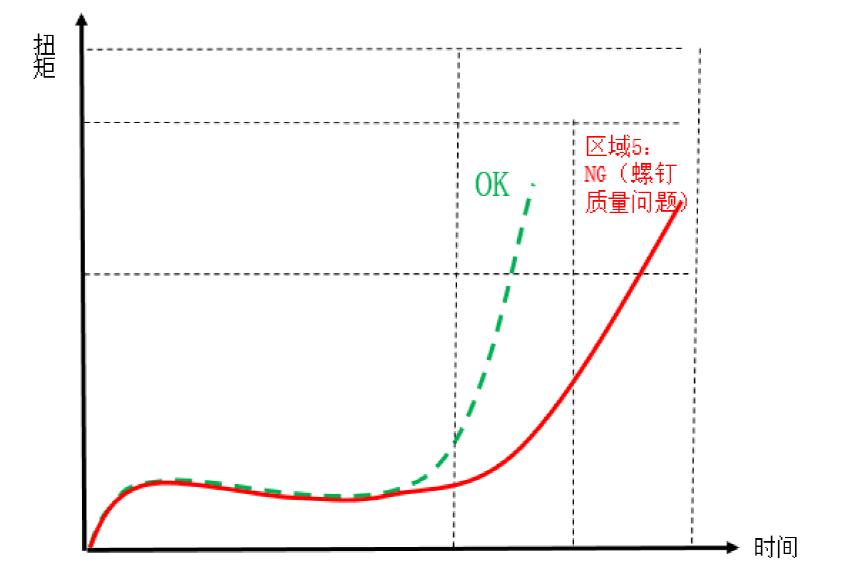
曲线特征:扭矩爬升速率显著低于标准曲线
诊断方向:重点排查螺钉强度、表面处理质量等材料特性问题
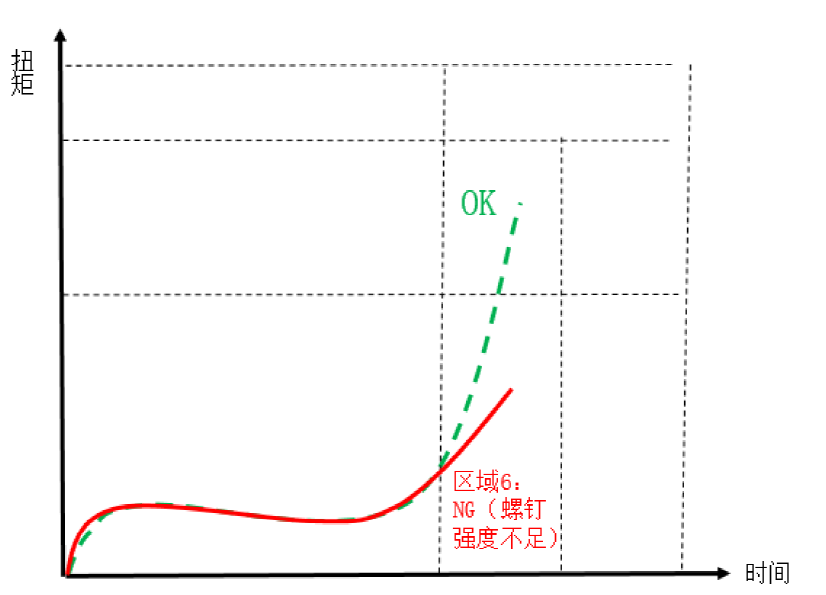
曲线特征:角度控制模式下无法达到目标扭矩值
失效机理:螺纹副承载能力不足,可能由材料强度或结构设计缺陷导致
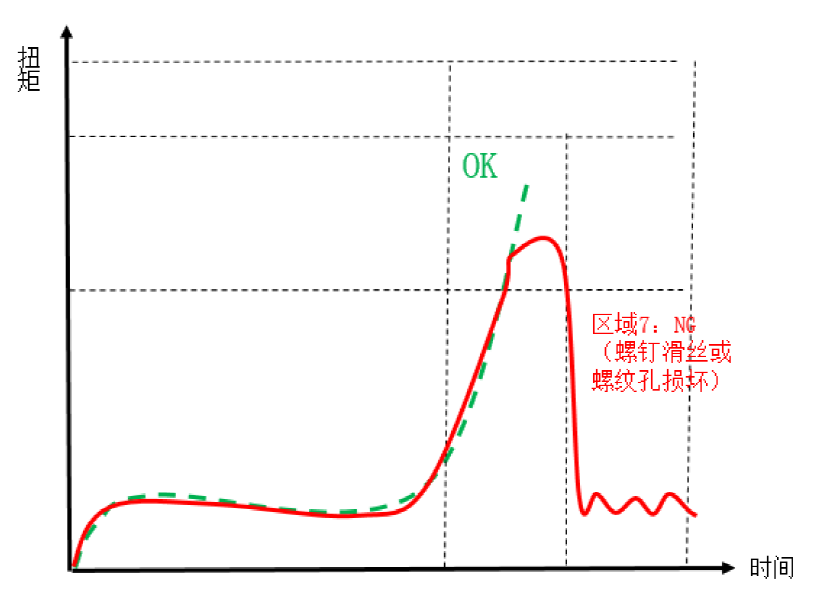
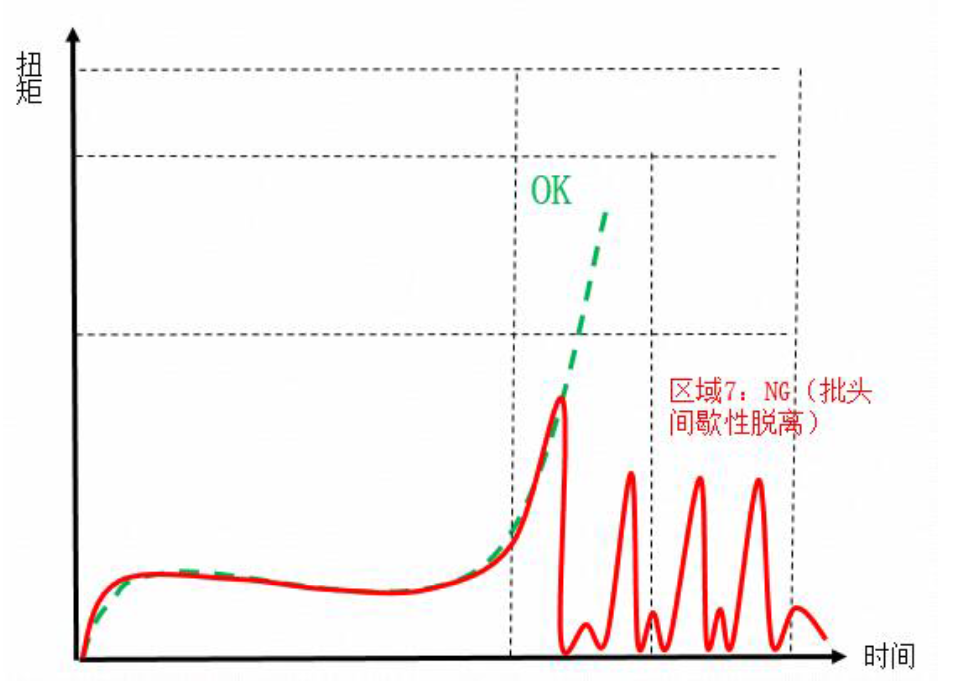
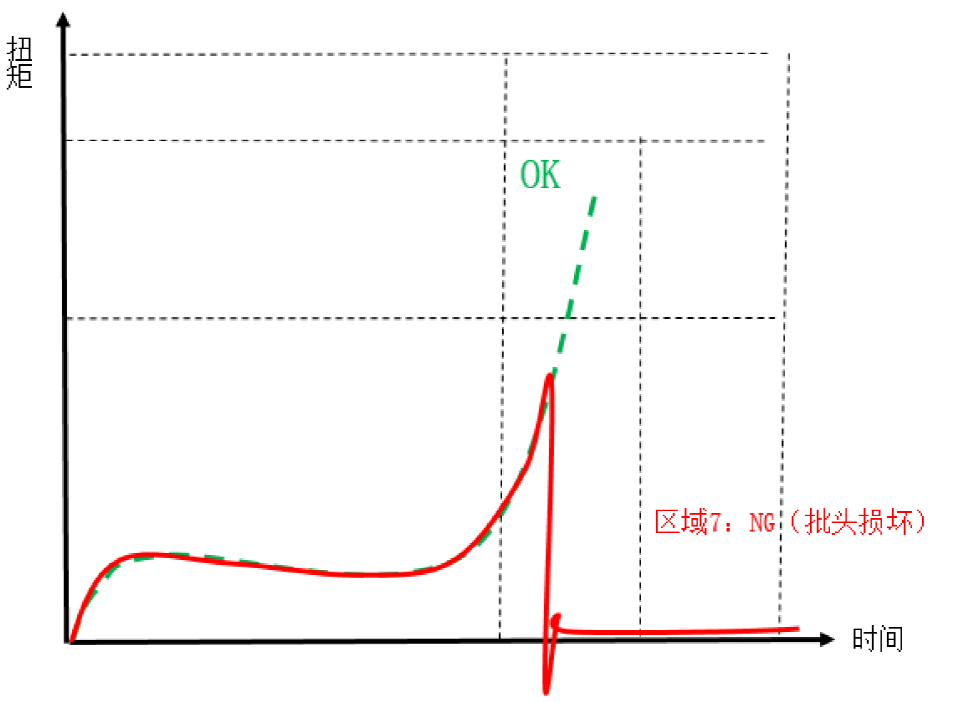
触发条件:实际拧紧时间超限引发系统强制停机
故障树分析:
①
关键件损伤:螺钉滑牙、螺纹孔失效、批头磨损
② 工艺参数异常:下压力不足导致批头脱扣
对于涉及夹紧力不足等复杂工艺问题,需综合考虑材料特性、来料质量、检测方法等多重因素。当出现难以独立解决的系统性问题时,建议联系设备制造商获取专业技术支持,必要时进行工艺参数优化或设备升级。
在追求生产效率的工业制造领域,扭矩过冲问题如同一道难以逾越的坎,阻碍着设备性能的完美发挥。扭矩过冲,即实际扭矩值超越预设范围,其危害不容小觑:螺栓的塑性变形乃至断裂、连接部件的松动、密封面的失效,以及设备整体寿命的缩短,无一不在威胁着生产的稳定与安全。
在智能技术日新月异的今天,自动打螺丝机的引导软件正经历着前所未有的升级与飞跃。这些软件不仅是控制螺丝机高效运作的“大脑”,更是提升作业精准度与效率的关键。特别是坚丰自动打螺丝机的引导软件,以其独特的功能设计,引领了行业的新风尚。
坚丰自动打螺丝拧紧模组是制造业中不可或缺的自动化设备,它以精准、快速、可重复性的拧紧操作为特点,显著提升了产品组装的质量与效率。
自攻钉,一种无需预先攻内螺纹的螺纹紧固件。当自攻钉被拧入未开内螺纹的光孔时,它能自行切削内螺纹。由于其这一特性,它需要较大的扭矩来操作,通常用于塑料件、铝/镁等较软材料的连接。
随着现代制造业的不断发展,对于生产效率和产品质量的要求也越来越高。在众多的生产环节中,螺丝拧紧作为一个看似简单但却至关重要的步骤,其准确性和效率直接影响到产品的质量和生产的顺利进行。伺服拧紧螺丝刀作为一种新型的自动化工具,凭借其先进的工作原理和出色的性能,在现代生产线中发挥着越来越重要的作用。本文将深入探讨伺服拧紧螺丝刀的工作原理,并分析其在提高生产效率、确保产品质量以及实现自动化操作等方面的显著作用。
坚丰智能拧紧系统为您提供独特、高效、灵活且全方位的互联解决方案,支持产业可持续发展,应对当前及未来的各类制造挑战。系统可根据您的节奏逐步部署,随时添加新设备,完善智能产线。坚丰股份致力于全面赋能客户成功,客户的成功就是我们的成功!
随着新能源汽车行业的蓬勃发展,电机作为核心部件在市场中扮演着日益重要的角色。从新能源汽车的成本构成来看,电机系统约占据总成本的10%,显示出其举足轻重的地位。而销量的快速增长也对电机的安装工艺提出了更高要求。
近年来,汽车召回事件频繁发生,其中因螺栓未正确拧紧导致的问题占据一定比例。这种看似微小的失误,却可能给汽车的安全性和可靠性带来严重影响,甚至引发重大事故。因此,螺栓拧紧质量的控制显得尤为重要。
在自动化生产的浪潮中,自动电批打螺丝已成为众多行业不可或缺的一环。然而,螺丝歪钉问题却如影随形,给产品组装带来不小的挑战。螺丝歪斜不仅影响产品的整体质量和稳定性,更在需要高精度和可靠性的领域,如汽车制造、航空航天等,埋下了安全隐患。
在发动机装配线上,大壳体类零件如正时链壳罩、气缸盖罩和油底壳等的装配拧紧工艺,常常涉及到多颗螺栓在同一平面上的拧紧。这些螺栓虽然规格相同但数量众多。为满足这一需求,自动拧紧工艺应运而生,特别是采用扭矩可调控制的多轴螺栓拧紧机设备,对所有螺栓进行同步自动拧紧。
